O hotend é uma das partes fundamentais de uma impressora FDM 3D,e apesar de sua aparente simplicidade uma das mais complexas. Este componente depende não apenas da resolução da impressora, mas também da capacidade de imprimir certos materiais, como abrasivo ou de alta temperatura. Existem várias opções ao selecionar um hotend, bem como várias peças de reposição e acessórios para cada uma delas. Não há hotend perfeito para todas as aplicações, e a escolha do mais adequado para cada usuário será condicionada pelo uso preferencial que dá à impressão 3D ou pelos materiais que você geralmente usa.
Para saber como selecionar e configurar o hotend mais adequado para cada usuário, é necessário entender como ele funciona e quais partes o compõem.
Como funciona o Hotend
O hotend é o conjunto de elementos destinados a derreter e extrusir o filamento, antes de depositá-lo no espaço de construção. Sempre trabalhe em conjunto com a extrusora, seja na montagem direta ou indireta (bowden). O seu funcionamento consiste na extrusora empurrando o filamento para uma pequena câmara onde derrete e pela pressão gerada o material derretido sai através de um pequeno buraco onde se solidifica quando depositado na base da construção ou da peça. Como o filamento é empurrado, é necessário manter a rigidez máxima antes de chegar à zona de fusão. Para isso, no hotend deve haver duas partes claramente diferenciadas: uma zona fria e uma zona quente, com uma transição entre elas o mais curta possível.
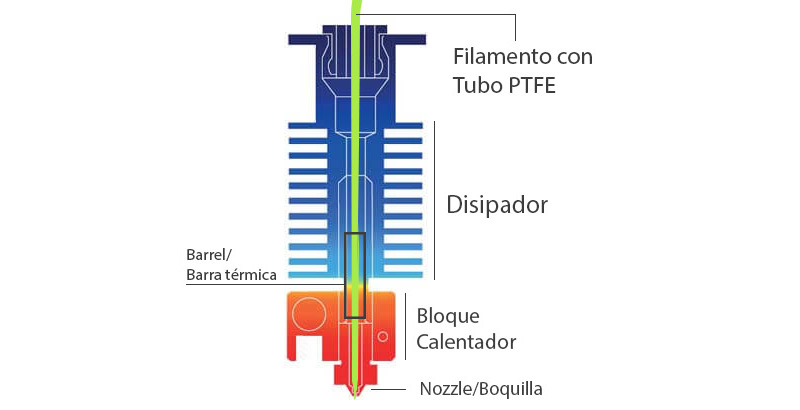
Imagem 1: Contorno de um hotend. Fonte: impresoras3d.com
Partes do hotend
Hotends consistem principalmente de seis componentes:
- Bico.
- Bloco aquecedor.
- Sensor de temperatura (Termistor).
- Cartucho Aquecedor.
- Garganta.
- Dissipador de calor.
Bico
É a parte final do hotend e a que determina a resolução da impressora no plano XY. Ao selecionar os mais adequados, devemos considerar três parâmetros: o sistema ao qual pertencem, o diâmetro e o material.
Sistema:
Existem vários sistemas hotend, embora os mais comuns sejam dois: o sistema V6 e o Mk8. Além dessas, algumas marcas reconhecidas como Ultimaker, BCN3D ou Raise 3D têm suas próprias.
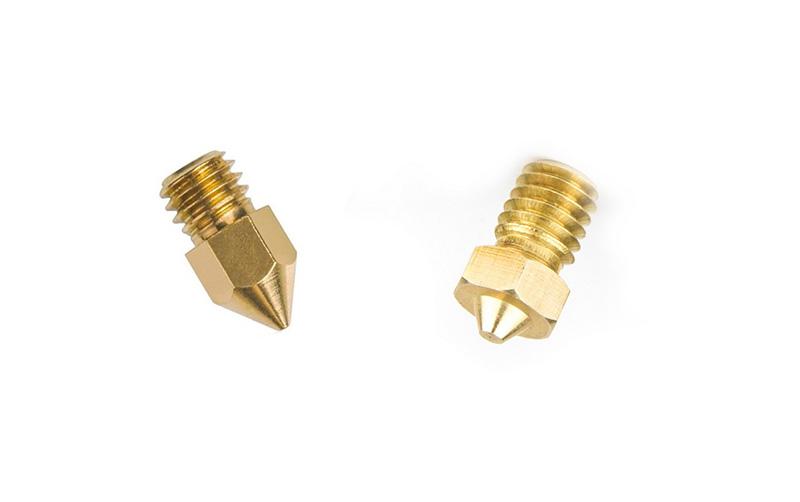
Imagem 2: Nozzle MK8 e V6.
Embora os bocais V6 e MK8 tenham um fio M6x1 e possam parecer compatíveis à primeira vista, este não é o caso. As dimensões diferem consideravelmente entre os dois. Enquanto os bicos do sistema MK8 têm um comprimento de 8 mm, os do sistema V6 têm um comprimento de 5 mm. Isso implica que nas impressoras onde o sensor de nível está localizado na cabeça, o bocal será mais alto e não será imprimível. Embora modificações possam ser feitas na impressora para adaptar hotends de outro sistema, é aconselhável ficar dentro do sistema original e evitar misturar componentes de outros sistemas. Atualmente, isso não é um problema, pois existem fabricantes em ambos os sistemas que produzem componentes de qualidade extraordinária, como E3D, MicroSwiss ou 3DSolex.
Diámetro:
Em geral, a maioria dos hotends usa um bocal de 0,4 mm por padrão, pois é considerado o compromisso ideal entre resolução e tempo de impressão. No entanto, existem muitas outras opções de diâmetro que podem ser melhores em certos casos.
A gama de bocais disponíveis varia de acordo com o sistema e o fabricante, mas geralmente varia de 0,25 a 0,8 mm. Isso se deve às limitações intrínsecas da tecnologia FDM. Os plásticos, quando derretidos, mantêm uma viscosidade considerável que torna necessário aplicar uma pressão maior quanto menor o diâmetro. É por isso que abaixo de 0,25 mm a pressão necessária é tão alta que é impossível imprimir alguns plásticos de maior viscosidade. No entanto, alguns fabricantes como o E3D possuem bicos experimentais de até 0,15 mm, com os quais é possível obter excelentes resultados imprimindo com PLA em baixa velocidade.

Imagem 3: Nozzles de diferentes tamanhos. Fonte: e3d-online.com
Para bicos acima de 0,8 mm, a limitação deve-se à capacidade dos hotends de derreter fluxo volutrico plástico suficiente para manter a extrusão adequada. Um bocal de diâmetro grande requer uma velocidade de extrusão é tão alto que pode ser impossível derreter o filamento na mesma velocidade. Apesar disso, dois dos fabricantes mais reconhecidos conseguiram resolver parcialmente esse limite usando duas estratégias diferentes.
Por um lado, o E3D oferece dois subsistemas V6 conhecidos como Volcano e Supervulcão que são baseados no aumento do comprimento da zona quente, conseguindo derreter um fluxo plástico muito maior. Isso envolve a possibilidade de imprimir em velocidades mais altas com bicos de tamanhos padrão, bem como a possibilidade de usar bicos de até 1,4 mm.

Imagem 4: Nozzles Supervulcão. Fonte: e3d-online.com
Por outro lado, a fabricante 3DSolex introduziu a inovadora tecnologia “Tecnologia de Aquecimento Núcleo”. Esta tecnologia baseia-se na divisão do interior do hotend em três câmaras, alcançando uma superfície quente maior em contato com o filamento e, portanto, uma fusão mais rápida e homogênea sem a necessidade de aumentar o comprimento da zona quente. Graças a este 3DSolex oferece bicos com diâmetros de até 2 mm compatíveis com o sistema V6.
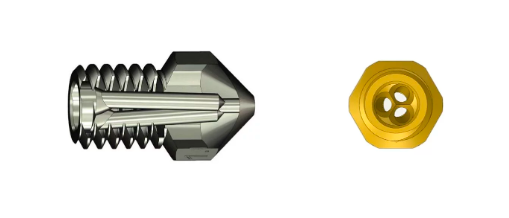
Imagem 5: Nozzle 3DSolex. Fonte: 3DSolex.com
Materiais:
Nos últimos anos, o surgimento de novos materiais avançados também significou a necessidade de projetar bicos em novos materiais. Atualmente, os materiais mais comuns na fabricação de bicos são os seguintes:
- Latão: É o material mais comum. Suas principais vantagens são seu baixo custo, facilidade de fabricação e alto coeficiente de transmissão térmica. Entre suas principais desvantagens estão sua baixa resistência ao desgaste, bem como sua baixa resistência a altas temperaturas já que não é aconselhável usá-lo acima de 300 ºC. É o material ideal quando impresso apenas com materiais como PLA, ABS, ASA.
- Latão banhado a níquel: Está se tornando o padrão nos hotends da mais alta qualidade. É um bico de latão ao qual um revestimento fino de níquel foi aplicado. Este tratamento superficial lhe dá maior resistência ao desgaste, menor coeficiente de atrito e alta resistência à corrosão. Isso faz com que eles tenham uma durabilidade que é superior aos bicos de latão.
- Cobre banhado a níquel: O material específico para impressão com filamentos de alta temperatura. Deve ser combinado com um bloco de aquecimento do mesmo material. Permite que temperaturas de até 500 ºC sejam atingidas.
- Aço endurecido ou aço de ferramenta: Eles se destacam por sua alta resistência à abrasão. Eles foram projetados para trabalhar com filamentos altamente abrasivos, como os reforçados com fibras ou partículas. É essencial em materiais como filamentos metálicos ou reforçados com fibra de vidro ou carbono. Sua principal desvantagem é que eles geralmente fornecem qualidade de impressão de superfície mais baixa do que os anteriores. Embora estejam geralmente disponíveis em tamanhos a partir de 0,4 mm, recomenda-se usar tamanhos superiores a 0,5 mm para evitar obstruções. Embora eles possam suportar até 500 oC, não é recomendável usá-los com materiais abrasivos acima de 350 ºC
- Aço inoxidável: Embora possa parecer semelhante ao anterior e muitos usuários adquiri-lo para uso com filamentos abrasivos, este não é o seu principal aplicativo, pois sua resistência à abrasão é muito menor do que as anteriores. Este tipo de bicos são usados principalmente em aplicações médicas e alimentares, uma vez que, devido à sua alta resistência à corrosão, eles não emitiam partículas tóxicas que podem ser misturadas com o material derretido. É provavelmente o material menos comum na fabricação de bicos. Como bicos de cobre banhados a níquel, eles são adequados para aplicações de alta temperatura, suportando até 500 ºC.
- Latão ou cobre com ponta de rubi: Estes são bicos feitos de latão ou cobre, com um conjunto de rubi na ponta. Embora muitas pessoas acreditem que são bicos que não sofrem desgaste, isso não é totalmente correto. Embora seja verdade que a alta dureza da ponta de rubi faz com que a ponta de rubi não sofra desgaste e mantenha uma alta qualidade de impressão durante toda a vida do bocal, o corpo feito de latão ou cobre sofre desgaste. Com filamentos sem cargas, a durabilidade desse tipo de bicos é muito alta e, em muitos casos, pode ser maior que a da impressora, porém, com filamentos abrasivos o desgaste interno do latão ou corpo de cobre faz com que o rubi se separe do bocal ao longo do tempo. É o bico ideal para imprimir materiais abrasivos com a mais alta qualidade, desde que este uso cause uma vida útil limitada. É também o bico ideal para aqueles usuários que não usam materiais abrasivos e querem um bico com alta durabilidade e que mantenha a mais alta qualidade ao longo do prazo de validade.

Imagem 6: Nozzle Rubi Olson. Fonte: olssonruby.com
Bloco de aquecimento:
É o elemento responsável por transmitir calor para o bocal e a zona quente do calor. Há principalmente dois tipos: temperatura normal e alta. Os blocos de aquecimento padrão são geralmente feitos de alumínio. Eles são os mais econômicos, mas só suportam temperaturas de até 300 oC. As altas temperaturas são feitas de cobre banhado a níquel, e podem suportar temperaturas de até 500 oC.
Alguns, como os do sistema V6, têm como opção uma caixa de silicone ou meia que ajuda a proteger a peça do calor irradiado, algo de particular importância com materiais como PLA.
Sendor de temperatura (Termístor):
É o elemento responsável por medir a temperatura do bloco de aquecimento. Existem vários tipos diferentes, com diferentes fatores de forma e parâmetros. Talvez seja um dos elementos mais difíceis de trocar, pois além de ter diferentes fatores de forma, pode ser necessário modificar o firmware da impressora ou até mesmo adicionar componentes eletrônicos adicionais. Os tipos mais comuns são três:
- Termistor: É o mais comum. Tem alta precisão a baixas temperaturas e seu preço é muito econômico. Como desvantagem, não é adequado para temperaturas acima de 285 oC.
- Termopar: Eles permitem medir temperaturas muito altas com precisão, no entanto, quando calibrados para uma faixa específica, eles não podem medir altas e baixas temperaturas com alta precisão ao mesmo tempo. Embora geralmente sejam baratos, eles requerem eletrônicos adicionais para converter o sinal. Uma de suas principais desvantagens é que eles são sensíveis ao ruído eletromagnético, por isso seus cabos devem ser protegidos e mantidos longe de fontes de alimentação ou bobinas.
- Sonda PT100: Eles substituíram quase completamente o uso de termopares. Eles permitem medir temperaturas de até 500 oC com precisão, combinando as vantagens dos termistores e dos termopares. Em troca, seu preço é o mais alto e exige eletrônicos adicionais.
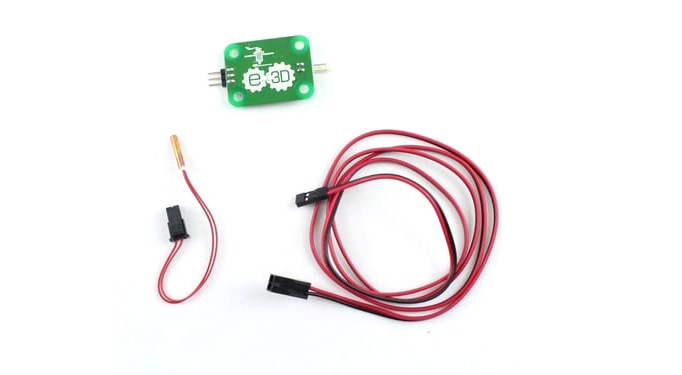
Imagem 7: sonda PT100. Fonte: e3d-online.com
Cartucho aquecedor:
Consiste basicamente em uma resistência que, quando uma corrente passa por ela, transmite calor para o bloco de aquecimento. Os mais comuns têm um poder de 30 W ou 40 W. Com exceções, suas dimensões são geralmente universais. Eles estão disponíveis nas versões 12V e 24V,é essencial usar a tensão adequada à placa da impressora.
Garganta:
Um dos elementos mais importantes do hotend. Sua função é separar a zona quente e a zona fria do hotend e sua qualidade é decisiva para evitar possíveis engarrafamentos. É o componente que determinará se um hotend é do tipo All-Metal ou não, dependendo se seu interior é revestido de Teflon ou não. É fabricado com materiais de transmissão térmica de baixo coeficiente, como aço inoxidável, para aumentar o efeito de heatbreak. As mais altas qualidades são produzidas em titânio ou com combinações bimetálicas como a Slice Engineering.

Imagem 8: Calor bimetálico por Slice Mosquito. Fonte: sliceengineering.com
Discipador de calor:
Sua função é resfriar a zona fria do hotend, e evitar que o filamento rebladging antes de chegar à zona de fusão. É muito importante que sua qualidade e desempenho sejam muito altos, especialmente quando se usa altas temperaturas ou polímeros com baixa temperatura de amolecimento, como o PLA. No caso do uso de extrusoras diretas, outra função importante é evitar queo calor seja transmitido para isso, exceto para exceções de extrusoras compactas como a E3D Aero e a Hemera, nas quais o próprio corpo extrusor age como um dissipador de calor.
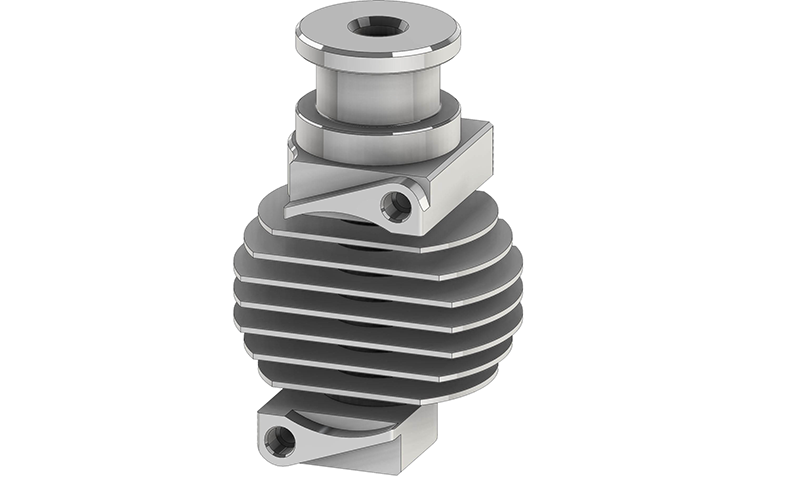
Imagem 8: Dissipador para Cabeça de Cobre fatia. Fonte: sliceengineering.com
Como escolher o Hotend certo
Como discutimos no início, não há um hotend ideal capaz de trabalhar no máximo desempenho em todos os casos. Para cada situação, há um modelo ou combinação ideal. Embora hotends padrão geralmente tenham um bom desempenho em impressões ocasionais com materiais básicos, quando situações mais exigentes ocorrem pode ser necessário substituir o hotend ou certos componentes dele. Entre essas situações especiais estão essas seis situações mais comuns:
- Impressão com materiais não abrasivos que requerem alta temperatura
- Impressão com materiais abrasivos que requerem alta temperatura
- Impressão com materiais abrasivos
- Aplicações médicas e alimentares
- Impressões 3D de grande formato
- Impressões de alta velocidade
Impressão com materiais não abrasivos que requerem alta temperatura
Embora em geral os materiais mais comuns tenham temperaturas de impressão abaixo de 280 oC, existem alguns filamentos de engenharia cuja temperatura de impressão pode ser ligeiramente acima, como é o caso do policarbonato ou mesmo bem acima de PEKK. Nestes casos, é essencial selecionar um hotend cujos componentes são capazes de suportar altas temperaturas. Para isso, tanto o bloco de aquecimento quanto o bocal são feitos de cobre banhado a níquel. Além disso, devem ser acompanhados por um termômetro All-Metal com o menor coeficiente possível de transmissão térmica, como os feitos de compostos de titânio ou bimetálico.
Devido à limitação dos termistores, será essencial que o hotend realize a medição de temperatura através de um termopar ou uma sonda PT100.
No caso de usar uma extrusora direta, o dissipador de calor deve ser de alta qualidade e ser refrigerado da melhor forma possível.
Entre as opções disponíveis, provavelmente as melhores para este tipo de aplicação são os hotends Mosquito e Copperhead da Slice Engineering.
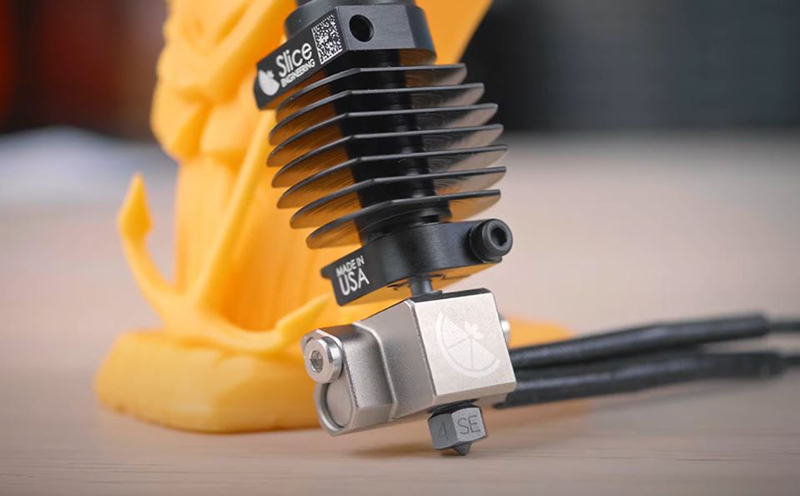
Imagem 9: Slice Copperhead. Fonte: sliceengineering.com
Impressão com materiais abrasivos que requerem alta temperatura
Provavelmente um dos casos mais exigentes. A escolha seria a mesma do caso anterior, exceto que seria necessário substituir o bocal de cobre banhado a níquel por um adequado para materiais abrasivos, como o Bocal de Aço Endurecido ou o Bocal E3D X em tamanhos de 0,6 mm. Ambos compatíveis com hotends da Slice Engineering.
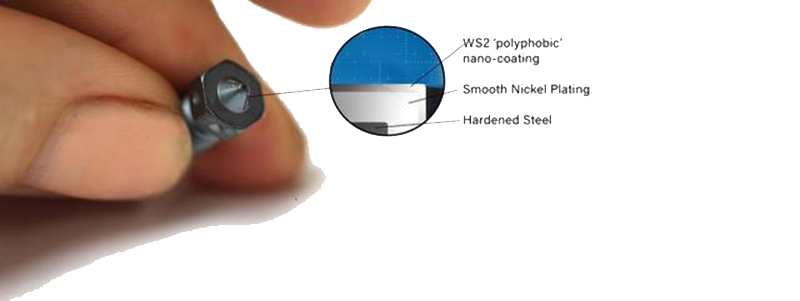
Imagem 10: Nozzle X. Fonte: e3d-online.com
Impressão com materiais abrasivos
Ao utilizar materiais abrasivos, mas não necessários para atingir temperaturas acima de 285 oC, também é aconselhável, como no caso anterior, usar um bocal resistente à abrasão e um quebra-calor All-Metal. Embora um quebra-calor Teflon também funcionasse corretamente, o desgaste seria alto, e o tubo ptfE precisava ser substituído com frequência. Dentro dos calor metálicos, os calorosos de titânio têm maior durabilidade diante de materiais abrasivos devido à sua alta dureza. No entanto, neste caso, um bloco de aquecimento de alumínio seria mais do que suficiente.
Aplicações médicas e alimentares
No caso da impressão de peças com materiais biocompatíveis ou para uso de alimentos ,o essencial é evitar contaminação com resíduos metálicos que possam causar toxicidade. É melhor que todos os componentes em contato com o filamento sejam feitos de aço inoxidável ou titânio. É por isso que um hotend E3D V6 com terme de titânio e bocal de aço inoxidável seria a combinação perfeita.

Imagem 11: Nozzle de aço inoxidável. Fonte: e3d-online.com
Impressões 3D de grande formato
Ao imprimir peças com grandes volumes, o tempo de impressão pode ser preparado antes da resolução. Nestes casos pode ser útil o uso de bicos com diâmetros grandes, superiores a 1 mm. Isso envolve o uso de hotends capazes de derreter grandes fluxos de filamento a uma taxa razoável. Nessas situações, o sistema V6 Volcano ou Supervulcão é uma das melhores opções.

Imagem 12: V6 Supervulcão. Fonte: e3d-online.com
Impressões de alta velocidade
Como no caso anterior, o limite é determinado pela velocidade com que nosso hotend é capaz de derreter o filamento. Embora neste caso tanto o sistema V6 Volcano quanto o V6 Supervolcano sejam adequados, a opção ideal é o uso de bicos Solex com tecnologia de aquecimento “Core” capaz de atingir taxas de fluxo de até 30 mm3/s e compatíveis com hotends E3D e Slice Engineering.

Imagem 13: Nozles 3DSolex. Fonte: 3dsolex.com
Em muitos casos, nossas necessidades não se limitam a apenas um desses casos, por isso será necessário buscar um compromisso que permita um desempenho adequado em diversas situações.
No entanto, é ideal ter um sistema altamente modular, como o E3D V6 ou o novo Copperhead da Slice Enginnering. Graças a esses dois sistemas é possível reconverter nosso hotend para fornecer o máximo desempenho em cada situação.
Gostou deste artigo? Comenta aqui embaixo! Você também pode ver nosso curso de Impressora 3D gratuito!